While many processing industries have temperature requirements, food and beverage manufacturers often deal with tight temperature ranges to ensure that the safety of the products is not compromised.
Besides health and safety considerations, temperature control is vital to the flowability of substances through piping and tubing, fermentation, pasteurization, and other material handling processes. Important facility operations, such as steam generation and freeze protection, can also be managed through industrial temperature control.
Potential Applications
The food and beverage industries provide a number of unique challenges to manufacturing. Each market segment will have its own processing requirements to maintain the safety of the final product as well as to reduce shrinkage and spoilage. Thermal requirements, such as process heating, are often specified to keep products free from food-borne illness, increase the rate and extent of chemical reactions, and to improve the flowability of a material.
The challenge is developing precision heating that keeps the temperature within the specified range, yet consistent across large batches and long pipes. Thermon, with its expertise in temperature control, has developed solutions for these and other food and beverage industry challenges. Some potential applications for Thermon temperature control include:
- Temperature and viscosity control of:
- Edible and non-edible oils
- Animal fats and waste grease
- Chocolate (Figure 1)
- Amino acids
- Molasses
- Thermal control of hygroscopic materials
- High temperature product transfer
- Material handling for animal and livestock feeds
- Fermentation operations
- Pasteurization operations
- Cold storage and freeze protection
- Facilities protection
- Steam generation
In all of these cases, precise temperature control leads to energy savings, reduced waste and longer equipment lifetime. With properly heated materials, pumps run longer and more efficiently, and pipes, ports and heat exchangers are less prone to blockages. Fewer products are overheated, decomposed, discolored or otherwise reduced in value, yet with the confidence that safety guidelines have been met.

Potential length of outdoor oil transfer pipes that require temperature control during loading and unloading operations.
How Thermon Can Help
Thermon provides temperature controls, monitoring equipment, and systems to meet the needs of the food and beverage industry. They manufacture and install industrial-scale heating solutions that can precisely control the temperature, such as heat tracing lines, as well as the controls and monitoring equipment to guarantee products remain within safety guidelines and safe engineering practices. They also implement intelligent sensors and data acquisition and management systems for feedback control and record-keeping purposes.
Thermon’s line of products includes solutions for:
- Heat tracing
- Controls and monitoring equipment
- Immersion heaters
- Boilers
- Circulation heaters
They have decades of experience in heating solutions for process equipment in a variety of industries, from pharmaceutical to food and beverage to semiconductor. In particular, their immersion heaters and heat tracing cables can improve the efficiency and accuracy of temperature control operations in the food and beverage manufacturing and transportation industries.
Real-world Solutions
Below are a few examples of how Thermon temperature control equipment has been used to solve real-world problems in the food and beverage industry. In each case, the client’s specific temperature requirements were addressed in a manner that maintained the safety and quality of the final product.
Cooking Oil Processing
Cooking oil processing and transportation require good flowability of the oil through pipes and tubes (Figure 2). The loading and unloading of transportation vessels, such as ships, trucks, and railcars, presents a challenge; for example, palm oil must be kept between 50° C and 55° C (122° F to 131° F). If the oil temperature is too hot, it will begin to break down, discolor, and become unsaleable. If the oil temperature is too low, it will form clumps that clog the pipes and pumping equipment.
For cooking oil processing operations, Thermon’s BSX line of self-regulating heaters can be used to ensure precise temperature control. These are ideal for heat tracing in large storage tanks or along runs of pipe between processing equipment.
In other parts of the process, there are storage tanks and holding tanks that must be maintained at a specific temperature as well. This can be challenging, as the level in the tank and the flow into and out of it can cause the temperature to fluctuate. To keep the temperature constant across a large storage tank, Thermon makes a variety of immersion heaters. Well-placed immersion heaters and adequate mixing will eliminate hot and cold spots through the tank.
To transport cooking oil from factories or storage to the rest of the world, longer pipes are required. At some loading and unloading jetties, the pipes for this operation can be 1,500 to 2,000 m long, often running outdoors in all weather. Along these pipes, power is limited. For these long runs, Thermon has developed a line of trace heaters that can be used to control the temperature across these long pipes. The specially designed TEK line of series constant watt heaters only need to be powered from one end and can be installed on oil lines for long distances. This keeps the oil flowing under all weather conditions during loading and unloading operations.

Material Handling for Animal Feed
In a related field, animal feed often contains a large amount of animal fats, grains, and hundreds of other approved food products. To produce pet food and livestock feed, grains, fruits, and ground vegetables are mixed with oils and fats to create a mixture that contains the relevant nutrients and tastes well enough that the animals will eat it. During this process, the viscosity of the oils must remain low enough to cause the mixture to flow, but not hot enough to damage any of the components. Because of the wide variety of potential components, the range of proper processing temperatures is narrow.
Each oil has its own requirements for flowability based on viscosity, as well as an acceptable processing temperature range. For example, oilseed heating – such as soybean, canola, sunflower, and others – must maintain a temperature of 30 to 60° C (86° F to 140° F), as compared to animal fats requiring 40° C to 70° C (104° F to 158° F). Processed oils like shortening, margarine, nut spreads, and others typically require a range of 20 to 50° C (68° F to 122° F).
Pasteurization and Fermentation
Certain food processing steps, such as pasteurization and fermentation, require specific heating steps. Ricotta cheese, for example, is made by heating whey protein to between 75° C to 85° C (167° F to 185° F). At this temperature, the normally hydrophilic proteins that are dissolved in the water become hygroscopic, clumping together to form ricotta cheese that is skimmed from the surface. If the heating is not tightly controlled, the microorganisms and enzymes can be killed, changing the flavor and taking longer to clump, leading to a less desirable product that takes longer to make.
Outside of the pasteurization process, fermentation also requires tightly controlled heating. Yogurt, for example, requires a fermentation process that assists the growth process of probiotics and gives yogurt its distinctive taste. Fermentation is accelerated with the proper application of heat, but too much heat will kill the microorganisms as well.
Thermon has developed a line of immersion heaters that can be used to heat liquids during pasteurization or fermentation processes. The tight control that is possible with these immersion heaters ensures that these processes can be optimized for faster process times and reduce waste.
Kitchen Waste Grease Lines
Commercial kitchens must dispose of large quantities of grease. The grease is drained from cooktops and sinks, but must not enter the municipal sewer. If it does, it can clog valves, pipes, and fixtures along the way. Therefore, most locations require a grease trap to catch the grease before it leaves the building. However, as the grease cools, it solidifies, which can clog the line to the grease trap, as well as drains, valves, and other plumbing fixtures.
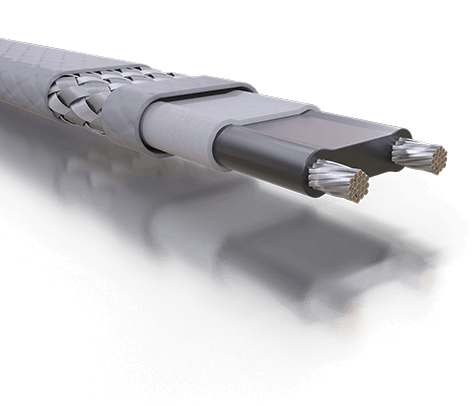
The Thermon FLX, BSX (Figure 3), and RSX 15-2 trace heaters are designed to maintain a constant 43° C (109.4° F) along waste grease lines. This will allow the grease to flow freely towards the trap. Once in the trap, it is allowed to cool and solidify, ready for safe disposal, without entering the sewer or clogging kitchen fixtures.
Roof, gutter, and freeze room winterization
Snow buildup on the roof, as well as frozen rain gutters, can cause leaks or mold and lead to expensive roof damage. If the roof and gutters can be heated, freezing and snow buildup can be prevented.
Refrigerated storage is common in dairy and meat processing facilities, where products must be kept at low temperatures. Frost heave can occur when the ground freezes pockets of moisture in the soil, causing it to expand. This can crack foundations and flooring, particularly under industrial freezers and coolers.
In both of these cases, Thermon can provide precisely controlled trace heaters that can be easily mounted on rooftops, gutters, downspouts, and in the insulation under the floors of cold storage. Thermon’s SnoTrace heat trace cable is specifically designed for rooftop and gutter use, and their FLX self-regulating cable can eliminate the threat of frost heave.
Localized Control
Localized control is especially important across long pipes and flow lines used to transport cooking oils, such as palm oil. In this case, oils may travel across various parts of a manufacturing plant, including indoor and outdoor locations. Each of these environments requires different temperature control. Therefore, having localized control to create zones of differentiated heating can ensure proper flowability of the oil in all environments with a reduced risk of thermal degradation.
Thermon’s solution is the TraceNet ECM. TraceNet ECM has local and remote control of different heating elements. In addition to these tools, Thermon also offers the Genesis controller system, consisting of network bridges, gateways, and servers that allow for the collection and consumption of data across a large plant intranet. Genesis offers remote monitoring of various products from a single location, such as a control room. The combination of these tools allows the temperature to be controlled across smaller, more localized sections, making it possible to have different “heat zones.” Each heat zone can be specified separately, depending on the needs of the product and the particular environment.
Thermon, Inc
Whether the situation calls for complete flow assurance, industrial heating, temperature maintenance, freeze protection, or environmental monitoring, Thermon offers a thoughtful solution. Visit Thermon’s website to learn how these temperature control systems can benefit your facility.
Ready to Go Deeper?
Explore Thermon solutions, related technical resources, or connect with our team.